Early warning fire detection to protect conveyors, product and plant
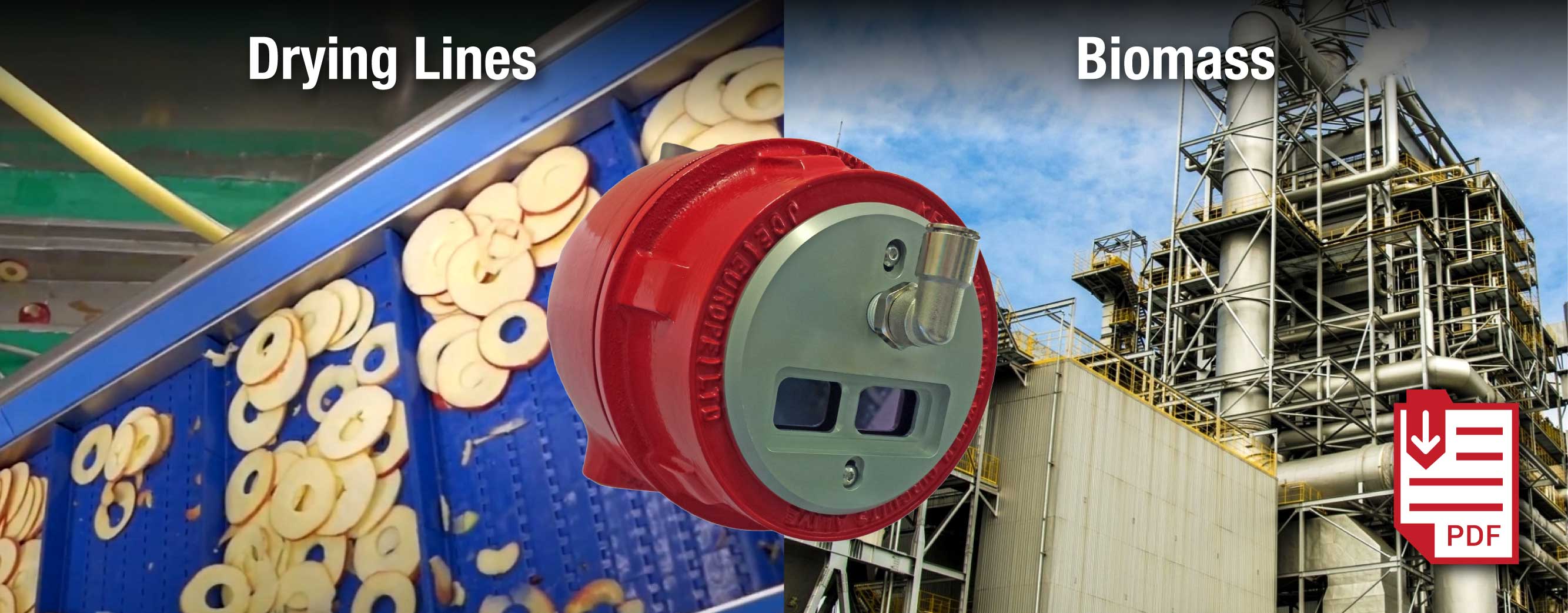
Many goods carried on conveyor systems, including biomass, black and brown coal, industrial confetti (for Energy From Waste plants), recycling products and sulphur, are highly combustible and have the potential to self-ignite.
If they should combust upon an unprotected belt, the likelihood is that the system will enable fire to spread into the holding hoppers, blending, crushing or other processing areas of the plant.
As part of the operators’ risk management policies, the installation of early warning detection along a conveyor susceptible to conditions of excessive heat can avoid catastrophic fire damage and substantial consequential losses.
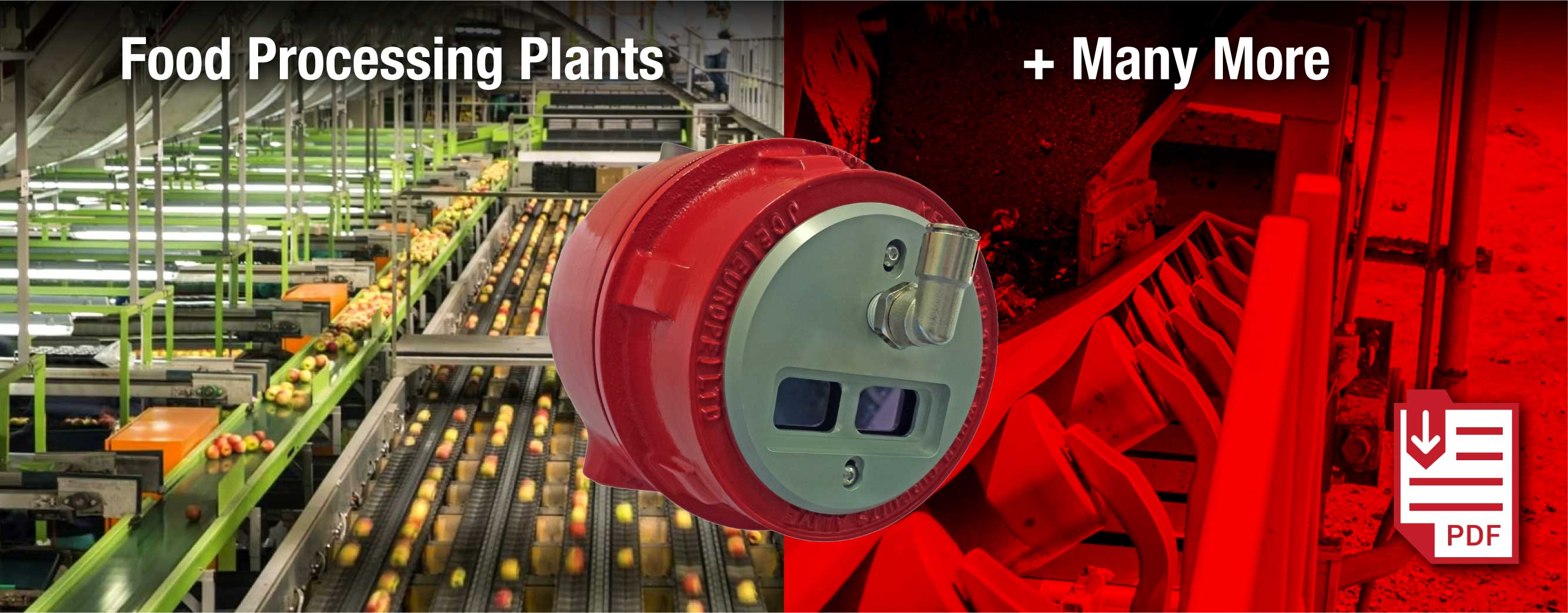
We offer specialist fire detection products for industrial applications and are perfectly suited to conveyor systems. Several models are available including specialist sensors with ATEX certification for hazardous dust environments and there are also glass-free, stainless steel sensors designed for use in the food processing industry.
 FLAMEVision FV400 Series Flame Detectors – FlameStop TV Episode 53
FLAMEVision FV400 Series Flame Detectors – FlameStop TV Episode 53  OSID Dual Ended Smoke Beam Detectors – FlameStop TV Episode 52
OSID Dual Ended Smoke Beam Detectors – FlameStop TV Episode 52  FlameStop Named Finalist for Fire Protection Industry Awards Innovative Product & Technology Solutio
FlameStop Named Finalist for Fire Protection Industry Awards Innovative Product & Technology Solutio  Sunshine West Branch Has Moved to a New Location
Sunshine West Branch Has Moved to a New Location